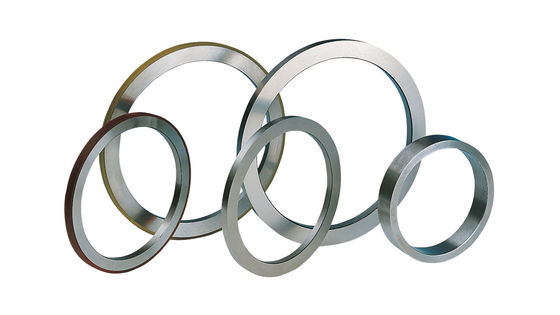
SENDA roterende snijbladen zijn ontworpen voor het langssnijden van gekoelde warmgewalste staalrollen, platen en strips. De bladen zijn gemonteerd op de bovenste en onderste assen van een snijlijn. Gecontroleerde horizontale speling en bladoverlapping worden gebruikt om een brede stalen spoel continu in smallere stroken te knippen.
De bladen kunnen worden aangepast aan de hand van technische tekeningen, bestaande bladafmetingen of fysieke monsters. Het bladmateriaal, de hardheid, de maatnauwkeurigheid en het ondersteunende gereedschap worden geselecteerd op basis van de dikte van het warmgewalste staal, de treksterkte, de snijsnelheid, de machineomstandigheden en de huidige snijproblemen.
Belangrijkste productspecificaties
|
Parameter
|
Specificatie
|
| Productnaam |
Roterende snijbladen |
| Andere namen |
Spiraalsnijbladen, cirkelvormige snijmessen, roterende schaarbladen |
| Sollicitatie |
Langssnijden van warmgewalste staalrollen, platen en strippen |
| Snijdikte |
0,1–24 mm |
| Beschikbare materialen |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Gereedschapsstaalhardheid |
HRC 62–64 voor toepasselijke gereedschapsstaalspecificaties |
| Maximale buitendiameter |
600 mm |
| Voorbeeldgrootte |
6.000″ OD × 3.000″ ID × 0,375″ T |
| Tolerantie binnendiameter |
+0,02 mm |
| Concentriciteit |
≤0,02 mm |
| Dikte tolerantie |
Tot ±0,001 mm, afhankelijk van de bladdiameter |
| Standaard oppervlakteruwheid |
Ra 0,2 μm |
| Gepolijste oppervlakteruwheid |
Tot Ra 0,1 μm voor toepasselijke maten |
| Industriereferentiesnelheid op dunspoor |
Tot ongeveer 305 m/min |
| Maatwerk |
Volgens tekeningen, afmetingen of monsters |
| MOQ |
2 stuks |
| Levertijd |
30-35 dagen |
De genoemde voorbeeldgrootte is geen vaste standaardspecificatie. De uiteindelijke buitendiameter, binnendiameter, dikte, materiaal, hardheid en toleranties worden vervaardigd volgens de goedgekeurde tekening en de werkelijke snijomstandigheden.
Toepassingen voor het snijden van warmgewalst staal
Deze roterende snijbladen worden voornamelijk gebruikt in:
- Het snijden van warmgewalste staalrollen
- Warmgewalste staalplaat snijden
- Warmgewalste productie van smalband
- Verwerkingscentra voor staalrollen
- Staalservicecentra
- Randafwerking van warmgewalste platen
- Doorlopende snijlijnen met meerdere messen
Dit product is bedoeld voor warmgewalst staal dat het walsproces heeft voltooid en is afgekoeld. Het is niet bedoeld voor het snijden van roodgloeiend staal, heet vliegend knippen of op maat snijden bij hoge temperaturen op een hete walslijn.
Veelvoorkomende problemen bij het snijden van warmgewalst staal
De dikte, sterkte, oppervlakteschaal en snijbelasting van warmgewalst staal beïnvloeden de selectie van bladmateriaal, hardheid en gereedschapsparameters. Een onjuiste blad- of gereedschapsconfiguratie kan resulteren in:
|
Algemeen probleem
|
Typisch resultaat
|
| Overmatige bramen |
Doorlopende of plaatselijke bramen langs de spleetrand |
| Randvervorming |
Gewalste, samengedrukte of vervormde stripranden |
| Het afbreken van het mes |
Gelokaliseerde chipjes, microscheurtjes of randschade |
| Snelle slijtage van het mes |
Snelle afstomping van de randen en vaker naslijpen |
| Ongelijkmatige slijtage van het mes |
Verschillende slijtagesnelheden tussen bovenste, onderste of aangrenzende messen |
| Breedtevariatie |
Maatvariatie in de afgewerkte strips |
| Mes vastlopen |
Interferentie tijdens de installatie of bediening van het mes |
| Onstabiel strippen |
Moeilijkheden bij het geleiden of scheiden van de gleufstrips |
Deze problemen worden niet altijd alleen door het materiaal van het mes veroorzaakt. Horizontale speling, nauwkeurigheid van de doorn, parallelliteit van de messen, accumulatie van afstandhouders, installatieconditie en stripconfiguratie kunnen ook het snijresultaat beïnvloeden.
Waarom bramen en abnormale snijresultaten optreden
Verschillende snijresultaten kunnen verschillende gebieden aangeven die moeten worden gecontroleerd.
|
Resultaat snijden
|
Inspectie Richting
|
| Volledig onregelmatige bramen op alle strips |
Controleer de nauwkeurigheid van de snijmachine en de complete gereedschapsset |
| Oneven of even stroken kunnen niet volledig worden gescheiden |
Controleer de uitlijning van de asschouder en de speling van het eerste zaagbladpaar |
| Er verschijnen regelmatig bramen aan dezelfde kant van de strips |
Controleer de strippositie, de scheidingsschouder en de initiële speling |
| Continue bramen over de volledige striplengte |
Controleer de slingering van de as en de parallelliteit van het blad |
| Sommige strips zijn acceptabel, terwijl andere defect blijven |
Controleer de totale mesfout en de toestand van het mesoppervlak |
| Regelmatige overmatige bramen aan beide zijden van alle strips |
De horizontale speling kan te groot zijn |
| Regelmatige compressie aan beide zijden van alle strips |
De horizontale speling is mogelijk te klein |
Problemen met het snijden van warmgewalst staal moeten daarom worden geëvalueerd door de bladen, houders, afstandhouders, speling en installatieconditie samen te controleren, in plaats van simpelweg de hardheid van het blad te verhogen.
Bladmaterialen voor verschillende warmgewalste staaldiktes
SENDA selecteert bladmaterialen op basis van de dikte van warmgewalst staal, treksterkte, oppervlakteconditie en werkelijke snijvereisten.
|
Dikte van warmgewalst staal
|
Beschikbare bladmaterialen
|
| <3,0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 en LS13
LS7, LS6 en LS13 worden geselecteerd op basis van het diktebereik van warmgewalst staal:
- LS7 kan worden gebruikt in de drie belangrijkste diktebereiken.
- LS6 wordt voornamelijk gebruikt voor warmgewalst staal onder de 6,0 mm.
- LS13 wordt voornamelijk gebruikt voor warmgewalst staal groter dan 3,0 mm.
SKD11, D2 en Cr12MoV
SKD11, D2 en Cr12MoV zijn materiaalcategorieën voor gereedschapsstaal die kunnen worden gebruikt voor verschillende warmgewalste staaldiktes. De uiteindelijke keuze hangt af van de sterkte van de strip, de oppervlaktegrootte, de snijbelasting, de snijsnelheid en het risico op versnippering.
HSS
HSS is beschikbaar als materiaalcategorie voor snelstaal voor verschillende diktebereiken. De specifieke HSS-kwaliteit wordt geselecteerd op basis van de werkelijke snijomstandigheden.
SD-51 en SD-56
SD-51 en SD-56 kunnen worden gebruikt voor koudgewalste en warmgewalste toepassingen. De uiteindelijke keuze hangt nog steeds af van de stripdikte, sterkte en machineparameters.
Balans van bladhardheid en taaiheid
HRC 62–64 is beschikbaar voor toepasselijke gereedschapsstaalbladspecificaties, maar dit hardheidsbereik mag niet op uniforme wijze op elk bladmateriaal worden toegepast.
De uiteindelijke hardheid is afhankelijk van:
- Materiaal mes
- Dikte van warmgewalst staal
- Treksterkte
- Conditie van oppervlakteschaal
- Blad-OD en dikte
- Snijsnelheid
- Geavanceerde belasting
- Risico op chippen
Een hogere hardheid kan het snijvlakbehoud en de slijtagecontrole ondersteunen, maar de taaiheid van het blad moet ook in aanmerking worden genomen bij dikkere stroken, hogere snijbelastingen of impactomstandigheden.
Het bladmateriaal en de warmtebehandelingsparameters moeten daarom worden geselecteerd op basis van de specifieke snijtoepassing. HRC 62–64 is geen universele hardheidsspecificatie voor alle warmgewalste stalen snijbladen.
Bladdiktetolerantie en parallellisme
De precisie van het mes verandert met de buitendiameter. Een diktetolerantie van ±0,001 mm mag niet worden gepresenteerd als een universele tolerantie voor alle bladafmetingen.
|
Buitendiameter mes
|
Dikte tolerantie
|
Parallellisme
|
| ≤250 mm |
±0,001 mm |
0,002 mm |
| ≤340 mm |
±0,001 mm |
0,002 mm |
| ≤420 mm |
±0,001 mm |
0,002 mm |
| ≤550 mm |
±0,003 mm |
0,002 mm |
| ≤600 mm |
±0,005 mm |
0,005 mm |
In een snijsysteem met meerdere messen kunnen maatfouten van individuele bladen en afstandhouders zich ophopen. Daarom moet naast de dikte van elk afzonderlijk mes ook de volledige gereedschapsstapel worden gecontroleerd.
Vlakheid van het blad op basis van diameter en dikte
De vlakheid van het blad hangt af van zowel de buitendiameter als de bladdikte.
|
Buitendiameter mes
|
Dikte ≤1 mm
|
Dikte 1–2 mm
|
Dikte 2–5 mm
|
Dikte>5 mm
|
| ≤250 mm |
0,02 mm |
0,005 mm |
0,002 mm |
0,002 mm |
| ≤340 mm |
0,03 mm |
0,01 mm |
0,005 mm |
0,002 mm |
| ≤420 mm |
0,04 mm |
0,02 mm |
0,01 mm |
0,002 mm |
| ≤550 mm |
— |
— |
0,02 mm |
0,005 mm |
| ≤600 mm |
— |
— |
— |
0,01 mm |
Een geschikte vlakheid en parallelliteit helpen het bladcontact, de plaatselijke snijbelasting, ongelijkmatige slijtage en variatie in de afgewerkte gleufranden te beheersen.
Oppervlakteruwheid en afwerking
De standaard oppervlakteruwheid van het blad is Ra 0,2 μm. Voor toepasselijke precisiematen kan de gepolijste oppervlakteruwheid Ra 0,1 μm bereiken.
|
Oppervlakteparameter
|
Specificatie
|
| Standaard oppervlakteruwheid |
Ra 0,2 μm |
| Gepolijste oppervlakteruwheid |
Ra 0,1 μm |
| Belangrijkste toepasbare bereik voor Ra 0,1 μm |
Overeenkomstige bladafmetingen met buitendiameter ≤420 mm |
| Oppervlakteafwerking |
Geslepen, gelept en gepolijst |
De oorspronkelijke term “Oppervlakrondheid: Ra 0,1 μm” moet worden gecorrigeerd naar “Oppervlakruwheid”, omdat Ra verwijst naar oppervlakteruwheid in plaats van rondheid.
Referentie horizontale bladspeling
De horizontale bladspeling wordt aanvankelijk gekozen op basis van de stripdikte en treksterkte.
|
Materiaal en treksterkte
|
Horizontale speling als percentage van de stripdikte
|
| Zacht aluminium, koper en messing, ≤100 MPa |
3%–5% |
| Zacht staal, koperlegering en hard aluminium, ≤240 MPa |
Ongeveer 10% |
| Middelhard staal en zacht roestvrij staal, ongeveer 420–620 MPa |
Ongeveer 12%–15% |
| Roestvast staal en hooggelegeerd staal, circa 700–1310 MPa |
Ongeveer 15%–25% |
Voor warmgewalst staal zijn de belangrijkste referentiebereiken:
- Zachter warmgewalst staal met treksterkte ≤240 MPa: initiële speling van ongeveer 10% van de stripdikte.
- Warmgewalst staal met gemiddelde sterkte en een treksterkte van ongeveer 420–620 MPa: initiële speling van ongeveer 12%–15% van de stripdikte.
Deze waarden zijn initiële instellingsreferenties. De eindspeling moet worden aangepast aan de werkelijke staalsoort, dikte, snijkantconditie, machineprecisie en het vereiste snijkantprofiel.
Een te grote speling kan tot regelmatige braamvorming leiden. Onvoldoende speling kan de materiaalcompressie, de snijkantbelasting of abnormale slijtage vergroten.
Hoe roterende snijbladen werken
Nadat de warmgewalste staalrol de snijlijn binnengaat, worden de bovenste en onderste roterende messen op hun respectieve houders gemonteerd. Lamellen, afstandhouders en vulplaten worden gerangschikt volgens de gewenste stripbreedtes.
Het snijproces omvat:
- De warmgewalste staalrol komt de snijlijn binnen.
- Roterende messen zijn gerangschikt op de bovenste en onderste assen, afhankelijk van de doelbreedtes.
- Stalen afstandhouders regelen de bladposities en de breedte van de afgewerkte strook.
- Vulplaten worden gebruikt om de bladposities en de horizontale speling nauwkeurig af te stellen.
- Boven- en onderlamellen zorgen voor de benodigde horizontale speling en overlap.
- De stalen spiraal wordt continu gescheurd terwijl deze door de bladranden gaat.
- Rubberen ringen en stripringen ondersteunen het vasthouden, geleiden en verwijderen van de strip.
- De gespleten strips gaan door met terugrollen of stroomafwaartse verwerking.
De snijkwaliteit hangt niet alleen af van de scherpte van het mes, maar ook van de staat van de doorn, de precisie van het mes, de instelling van de speling en de totale afmetingen van de volledige gereedschapsstapel.
Compleet gereedschap voor snijlijnen van warmgewalst staal
SENDA kan bladen en ondersteunend gereedschap configureren op basis van de snijmachine, beoogde stripbreedtes en gereedschapsstapelstructuur.
|
Gereedschapscomponent
|
Hoofdfunctie
|
| Roterende snijbladen |
Voer continu langssnijden uit |
| Stalen afstandhouders |
Controleer de bladpositie en de breedte van de afgewerkte strook |
| Vulplaten |
Stel de bladpositie en de horizontale speling nauwkeurig af |
| NBR-ringen |
Aanbevolen voor warmgewalste materialen voor houvast, geleiding en stripondersteuning |
| PU-ringen |
Optioneel voor warmgewalste materialen |
| Stalen stripperringen |
Druk uitoefenen, geleiden en smalle stroken verwijderen |
| Scheidingshulpmiddelen |
Scheid en geleid de gleufstrips |
Voor warmgewalste materialen zijn NBR-ringen de aanbevolen richting, terwijl PU-ringen kunnen worden geselecteerd op basis van de machine- en materiaaloppervlakteomstandigheden.
Hoe roterende snijbladen voor warmgewalst staal te selecteren
1. Bevestig de parameters voor warmgewalst staal
Geef a.u.b. op:
- Warmgewalste staalsoort
- Strookdikte
- Treksterkte
- Oppervlakteconditie
Deze informatie wordt gebruikt om het bladmateriaal, de hardheid en de initiële horizontale speling te bepalen.
2. Bevestig de afmetingen van het blad en de as
Geef a.u.b. op:
- Buitendiameter blad
- Binnendiameter blad
- Dikte van het blad
- Afmetingen van het prieel
- Boring en installatiestructuur
- Bestaande bladtekening of fysiek monster
Alle tekeningvereisten voor vlakheid, evenwijdigheid, concentriciteit, straal, afschuining of snijkantgeometrie moeten ook worden verstrekt.
3. Bevestig de productieomstandigheden
Geef a.u.b. op:
- Snijsnelheid
- Doelstrookbreedte
- Snijmachine model
- Configuratie met meerdere messen
Sommige hogesnelheidssnijlijnen die koudgewalst en warmgewalst staal van ongeveer 0,5–2,7 mm verwerken, hebben een industriële referentiesnelheid van ongeveer 305 m/min. De werkelijke werksnelheid is nog steeds afhankelijk van de stripdikte, treksterkte, bladafmetingen en machineomstandigheden. Deze snelheid mag niet gelijkmatig worden toegepast op het gehele diktebereik van 0,1–24 mm.
4. Bevestig het huidige snijprobleem
Foto's van de gleufrand, de snijkant van het mes en de slijtage kunnen helpen bij het evalueren van:
- Braampositie en -richting
- Het afbrokkelen van het mes
- Ongelijkmatige slijtage van het mes
- Variatie in strookbreedte
- Het vastlopen van het mes
- Onstabiel strippen
5. Bevestig de vereisten voor ondersteunende gereedschappen
Bevestig of de bestelling het volgende vereist:
- Stalen afstandhouders
- Vulplaten
- NBR- of PU-ringen
- Stalen stripperringen
- Scheidingsgereedschappen
Van tekeningbeoordeling tot maatinspectie
Warmgewalste stalen snijbladen moeten passen bij de bestaande houders, afstandhouders en de complete gereedschapsstapel van de klant. SENDA kan produceren volgens klanttekeningen, bestaande bladafmetingen of fysieke monsters. De goedgekeurde tekening wordt gebruikt als basis voor de productie- en eindproductinspectie.
Tekening en parameteroverzicht
Vóór de productie wordt de technische informatie beoordeeld om het volgende te bevestigen:
- Blad-OD, ID en dikte
- Afmetingen van boring tot as
- Vereisten voor vlakheid en parallelliteit
- Concentriciteitsvereisten
- Radius, afschuining en geavanceerde structuur
- Maattoleranties en inspectiegegevens weergegeven op de tekening
Het bladmateriaal, de hardheid en de precisiekwaliteit worden ook geselecteerd op basis van de dikte van het warmgewalste staal, de treksterkte en de werkelijke snijomstandigheden.

Dimensionale inspectie van afgewerkt blad
Na de bewerking worden de afmetingen van het afgewerkte blad en de staat van het oppervlak gecontroleerd volgens de goedgekeurde tekening en bestelvereisten. Dit helpt bevestigen dat de bladen passen bij de bestaande assen en gereedschapsconfiguratie van de klant.
Inspectie-items kunnen zijn:
- Buitendiameter
- Binnendiameter
- Dikte van het blad
- Op tekening aangegeven afmetingen
- Baanbrekende en oppervlakteconditie
- Maatvoering van complete gereedschapssets
Productieproces
SENDA produceert industrieel snijgereedschap van gesmeed gelegeerd gereedschapsstaal, hogesnelheidsstaal, bedrijfseigen staal en hoogwaardige staalsoorten uit de poedermetallurgie.
Het belangrijkste productieproces omvat:
- Applicatie- en tekeningbeoordeling
- Bevestiging van mesmateriaal en hardheid
- Voorbereiding en smeden van grondstoffen
- Vacuüm warmtebehandeling of warmtebehandeling in een zoutbad
- Temperen
- CNC-dimensionale bewerking
- In- en uitwendig rondslijpen
- Precisie vlakslijpen
- Geavanceerde verwerking
- Lappen of polijsten
- Dimensionale en oppervlakte-inspectie
- Roestpreventie en verpakking
Het daadwerkelijke productietraject kan variëren afhankelijk van het bladmateriaal, de afmetingen en de nauwkeurigheidseisen.
Inspectie en kwaliteitscontrole
SENDA maakt gebruik van materiaalanalyse, dimensionale inspectie en oppervlakte-inspectie om grondstoffen, productieprocessen en afgewerkte messen te controleren.
|
Inspectie-item
|
Inspectie Inhoud
|
| Spectrale analyse |
Controleert de chemische samenstelling van het materiaal |
| Metallografische analyse |
Evalueert de materiële microstructuur |
| Niet-destructief testen |
Controleert materiaal- of productfouten |
| OD- en ID-inspectie |
Controleert buiten- en binnendiameters volgens de goedgekeurde tekening |
| Dikte inspectie |
Controleert de dikte van het mes |
| Vlakheidsinspectie |
Controleert de vlakheid van het mes |
| Parallelliteitsinspectie |
Controleert de parallelliteit tussen werkoppervlakken |
| Concentriciteitsinspectie |
Controleert de concentrische relatie tussen de boring en de buitendiameter |
| Inspectie van oppervlakteruwheid |
Controleert de ruwheid van het geslepen of gepolijste oppervlak |
| Baanbrekende inspectie |
Controleert chippen, bramen en slijpcondities |
De specifieke keuringspunten worden bepaald op basis van bladmateriaal, afmetingen, tekeningen en ordervereisten.
Verpakking en levering
|
Item
|
Specificatie
|
| MOQ |
2 stuks |
| Levertijd |
30-35 dagen |
| Roestbescherming |
Antiroestolie |
| Innerlijke bescherming |
Beschermende plastic verpakking |
| Buitenverpakking |
Sterke multiplex behuizing |
| Betalingsvoorwaarden |
L/C, D/A, D/P, T/T, Western Union |
| Certificering |
ISO9001 |
| Plaats van herkomst |
China |
Vóór het verpakken krijgen de messen een roestbescherming. Beschermende plastic verpakking en een sterke behuizing van multiplex helpen het risico op vocht, corrosie en snijkantschade tijdens transport te verminderen.
Veelgestelde vragen
Welke materialen zijn beschikbaar voor warmgewalste stalen snijbladen?
Beschikbare materialen zijn onder meer LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 en Cr12MoV. LS7, LS6 en LS13 worden geselecteerd op basis van de dikte van warmgewalst staal. Andere materialen worden geselecteerd op basis van stripsterkte, oppervlakteconditie en werkelijke snijvereisten.
Welke warmgewalste staaldikte kunnen de messen verwerken?
Het huidige snijdiktebereik is 0,1–24 mm. Verschillende diktes, sterktes en machineomstandigheden vereisen verschillende bladmaterialen, hardheid, afmetingen, speling en werksnelheden.
Is HRC 62–64 geschikt voor elk bladmateriaal?
Nee. HRC 62–64 is alleen verkrijgbaar voor toepasselijke gereedschapsstaalbladspecificaties. Staal uit de LS-serie, HSS, materialen uit de SD-serie en andere kwaliteiten vereisen hardheidsselectie op basis van hun materiaaleigenschappen en feitelijke bedrijfsomstandigheden.
Welke horizontale speling moet worden aangehouden bij het snijden van warmgewalst staal?
Voor zachter warmgewalst staal met een treksterkte ≤240 MPa kan ongeveer 10% van de stripdikte als initiële referentie worden gebruikt. Voor warmgewalst staal met gemiddelde sterkte bij ongeveer 420–620 MPa kan ongeveer 12%–15% als initiële referentie worden gebruikt. De uiteindelijke speling moet worden aangepast op basis van het daadwerkelijke snijkantprofiel, de braamconditie, de machineprecisie en de staat van het mes.
Welke bladprecisie kan SENDA bieden?
Afhankelijk van de bladdiameter kan de diktetolerantie ±0,001 mm bereiken en de parallelliteit 0,002 mm. De standaard oppervlakteruwheid is Ra 0,2 μm, terwijl toepasselijke gepolijste specificaties Ra 0,1 μm kunnen bereiken.
Welke gegevens zijn nodig voor een offerte?
Geef de warmgewalste staalsoort, de dikte, de treksterkte, de snijsnelheid, de doelstrookbreedte, de buitendiameter x binnendiameter x T van het mes, de afmetingen van de as, het huidige materiaal van het mes, de huidige snijproblemen, tekening en vereiste hoeveelheid op.
Informatie vereist voor een offerte op maat
Om het geschikte bladmateriaal, de hardheid, de maatnauwkeurigheid en de gereedschapsconfiguratie te bepalen, dient u het volgende op te geven:
- Warmgewalste staalsoort
- Dikte van warmgewalst staal
- Treksterkte
- Snijsnelheid
- Doelstrookbreedte
- Buitendiameter, binnendiameter en dikte van het blad
- Afmetingen van het prieel
- Huidig bladmateriaal
- Huidig braam-, chipping- of slijtageprobleem
- Benodigde afstandhouders, rubberen ringen of afstrijkringen
- Technische tekening blad
- Bestaande bladfoto's of fysieke afmetingen
- Benodigde hoeveelheid
Upload uw bladtekening en geef de dikte van het warmgewalste staal, de treksterkte en de snijlijnparameters voor materiaal, maattolerantie en een volledige beoordeling van het gereedschap op.

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!