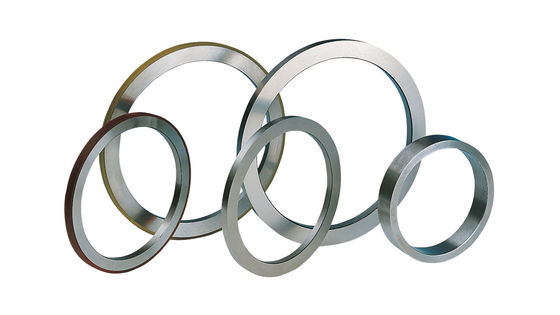
SENDA produceert HRC55 roterende snijbladen voor het continu in de lengte snijden van roestvrijstalen platen, rollen en strips.
Elk blad wordt op maat gemaakt op basis van de roestvrijstalen kwaliteit, materiaaldikte, treksterkte, snijsnelheid, asafmetingen en machineomstandigheden. D2 en SKD11 zijn verkrijgbaar als hoofdbladmateriaal, met een hardheidsbereik van HRC 55–57.
Voor de toepasselijke bladafmetingen kan de diktetolerantie worden geregeld tot ±0,001 mm, de parallelliteit tot 0,002 mm en de ruwheid van het gepolijste oppervlak tot Ra 0,1 μm.
Belangrijke productinformatie
|
Item
|
Specificatie
|
| Materiaal mes |
D2 / SKD11 |
| Hardheid |
HRC 55–57 |
| Afmetingen |
Op maat gemaakt volgens tekeningen |
| MOQ |
2 stuks |
| Doorlooptijd |
Ongeveer 35 dagen |
| Verpakking |
Houten kist |
| Naslijpen |
Beschikbaar voor buitenlandse klanten |
Productoverzicht
HRC55 roterende snijbladen worden geïnstalleerd op de bovenste en onderste assen van roestvrijstalen snijmachines. De bladen gebruiken een gecontroleerde horizontale speling en verticale overlap om roestvrijstalen platen of spoelen continu in smallere stroken te verdelen.
Typische toepassingen zijn onder meer:
- Snijlijnen voor roestvrijstalen rollen
- Snijmachines voor roestvrijstalen platen
- Productie van roestvrijstalen strips
- Servicecentra voor metaalverwerking
- Precisieverwerking van roestvrijstalen strips
- Randafwerking van roestvrij staal
- Snijsystemen met meerdere messen
Het uiteindelijke snijresultaat wordt niet alleen door de hardheid bepaald. Het bladmateriaal, de maatnauwkeurigheid, de geometrie van de snijkant, de staat van de doorn, de afstandshouderconfiguratie en de installatieparameters moeten ook op de toepassing worden afgestemd.
Vóór de productie beoordeelt SENDA de roestvrij staalkwaliteit, dikte, treksterkte, bladafmetingen en machinecondities.
Veelvoorkomende problemen bij het snijden van roestvrij staal
Overmatige randbramen
Overmatige bramen kunnen te maken hebben met een onjuiste horizontale speling, versleten snijranden, fouten bij het installeren van de messen of een slingering van de doorn.
De bladdikte en parallelliteit hebben ook invloed op de snijpositie tussen het bovenste en onderste mes. Bij snijsystemen met meerdere messen kunnen maatafwijkingen in individuele messen en afstandhouders zich ophopen en de werkelijke snijspeling veranderen.
Braambeheersing vereist daarom een evaluatie van zowel de bladen als de volledige gereedschapsconfiguratie.
Baanbrekend chippen
Het afbrokkelen van het mes wordt niet altijd veroorzaakt door onvoldoende hardheid.
Als de hardheid te hoog is zonder voldoende taaiheid, kan plaatselijk afbrokkelen optreden bij het snijden van hoogwaardig roestvrij staal, het werken met overmatige mesoverlapping of het ondervinden van abnormale schokken.
Als de hardheid te laag is, kan de slijtage van de snijkanten en de herslijpfrequentie toenemen.
De HRC 55–57-serie moet daarom worden afgestemd op de warmtebehandelde toestand van D2 of SKD11, de sterkte van roestvrij staal, de materiaaldikte en de machinebelasting.
Ongelijkmatige slijtage van het mes
Eenzijdige of plaatselijke bladslijtage kan te maken hebben met:
- Vlakheid of parallelliteit van het blad
- Uitloop van het prieel
- Configuratie afstandhouderdikte
- Vergrendelingstoestand van gereedschap
- Ongelijkmatig laden
- Variaties in dikte van roestvrij staal
- Verkeerde afstemming tussen zaagblad en werkstuk
Voordat u de messen vervangt, moeten ook de houders, afstandshouders, stripringen en installatieomstandigheden worden geïnspecteerd.
Onstabiele stripbreedte
Variaties in de strookbreedte kunnen worden veroorzaakt door de dikte van het blad, de nauwkeurigheid van de afstandhouders, de positionering van de doorn, de vergrendeling van het gereedschap of het volgen van het materiaal.
Voor snijlijnen met meerdere messen moet de dimensionale controle de volledige gereedschapsassemblage bestrijken in plaats van alleen de individuele roterende snijbladen.
Waarom bladmateriaal, hardheid en precisie op elkaar afgestemd moeten zijn
HRC55 is niet de enige selectiefactor
HRC55 geeft het Rockwell-hardheidsniveau van het lemmet aan, maar kan niet zelfstandig bepalen of het lemmet geschikt is voor een bepaalde roestvrijstalen snijlijn.
Bij de keuze van het mes moet ook rekening worden gehouden met:
- Roestvrij staalkwaliteit
- Materiaal dikte
- Treksterkte of hardheid
- Snijsnelheid
- Vereiste strookbreedte
- Buitendiameter, binnendiameter en dikte van het blad
- Machine- en asomstandigheden
- Bestaande braam-, chipping- of slijtageproblemen
D2 en SKD11 kunnen een warmtebehandeling ondergaan binnen het HRC 55–57 bereik. De uiteindelijke materiaal- en warmtebehandelingsconfiguratie moet worden geselecteerd op basis van de werkelijke bedrijfsomstandigheden.
Diktetolerantie heeft invloed op de montage van de gereedschappen
Voor toepasselijke bladgroottes kan SENDA de bladdiktetolerantie tot ±0,001 mm regelen.
Bij een gereedschapssamenstel met meerdere messen bepalen de blad- en afstandhouderdikte de totale gereedschapsbreedte. Overmatige geaccumuleerde afwijkingen kunnen resulteren in variatie in de stripbreedte of een verschil tussen de werkelijke en de ontworpen snijspeling.
De waarde van ±0,001 mm geldt niet voor elke diameter en dikte. De uiteindelijke toleranties worden bevestigd op basis van de bladafmetingen en de vereiste precisiekwaliteit.
Parallellisme beïnvloedt het contact van het mes
Voor toepasselijke bladafmetingen kan de parallelliteit worden geregeld tot op 0,002 mm.
Een afwijking in de parallelliteit kan plaatselijk contact, ongelijkmatige belasting of inconsistente snijkantslijtage veroorzaken. Gecontroleerd parallellisme helpt de beoogde contactpositie tussen het bovenste en onderste mes te behouden.
Oppervlakteruwheid beïnvloedt wrijving en contact
Het standaard fijngeslepen oppervlak kan Ra 0,2 μm bereiken.
Voor de betreffende bladgroottes is een gepolijst oppervlak tot Ra 0,1 μm beschikbaar.
De vereiste oppervlakteafwerking moet worden gekozen op basis van de eisen aan het roestvrij staaloppervlak, de materiaalhechting, de snijsnelheid en de bedrijfsomstandigheden.
SENDA HRC55 oplossing voor roterende snijbladen
Aangepast volgens tekeningen en bedrijfsomstandigheden
SENDA produceert HRC55 roterende snijbladen volgens klanttekeningen, fysieke monsters of bestaande bladafmetingen.
Aanpasbare items zijn onder meer:
- Buitendiameter
- Binnendiameter
- Dikte van het blad
- Boring pasvorm
- Baanbrekende geometrie
- Hardheid
- Vlakheid
- Parallellisme
- Oppervlakteruwheid
- Bescherming tegen roest
- Verpakkingsmethode
De roestvrij staalsoort, het diktebereik, de treksterkte, de snijsnelheid en de machineomstandigheden worden vóór de productie beoordeeld.
D2 en SKD11 Materiaalopties
D2 en SKD11 zijn koudverwerkte gereedschapsstaalsoorten die worden gebruikt voor het snijden van metaal.
De uiteindelijke materiaalkeuze is afhankelijk van:
- Sterkte van roestvrij staal
- Materiaal dikte
- Snijkantbelasting
- Verwachte slijtagemodus
- Risico op chippen
- Vereisten voor herslijpen
- Voorwaarden voor het snijden van lijnen
De HRC 55–57-waarde die op deze pagina wordt weergegeven, is het beschikbare hardheidsbereik van het mes. Het betekent niet dat elke toepassing een identiek warmtebehandelingsproces gebruikt.
Precisieslijpen en maatcontrole
SENDA controleert de volgende items volgens de bladafmetingen en goedgekeurde tekening:
- Dikte van het blad
- Vlakheid
- Parallellisme
- Boring afmetingen
- Concentriciteit of radiale slingering
- Baanbrekende staat
- Oppervlakteruwheid
Voor toepasselijke bladgroottes:
- De diktetolerantie kan ±0,001 mm bereiken
- De parallelliteit kan 0,002 mm bereiken
- De standaard oppervlakteruwheid kan Ra 0,2 μm bereiken
- De ruwheid van het gepolijste oppervlak kan Ra 0,1 μm bereiken
Volledige ondersteuning voor snijgereedschappen
Naast roterende snijbladen kan SENDA passende gereedschapscomponenten leveren op basis van de vereiste stripbreedte, materiaalstripmethode en machinestructuur.
Beschikbare componenten zijn onder meer:
- Stalen afstandhouders
- Vulplaten
- PU-ringen
- Rubberen ringen
- Scheidingsringen
- Stalen stripperringen
Messen, afstandhouders en stripcomponenten moeten worden geconfigureerd als een compleet gereedschapssysteem om mismatches in afmetingen en onstabiel strippen van materiaal te verminderen.
Technische specificaties
|
Parameter
|
Specificatie
|
| Productnaam |
HRC55 roterende snijbladen |
| Sollicitatie |
Roestvrij stalen plaat-, spoel- en stripsnijden |
| Materiaal mes |
D2 / SKD11 |
| Hardheid |
HRC 55–57 |
| Buitendiameter |
Maatwerk volgens tekening |
| Binnendiameter |
Op maat gemaakt volgens de afmetingen van de as |
| Bladdikte |
Aangepast volgens gereedschapsconfiguratie |
| Dikte tolerantie |
Tot ±0,001 mm voor toepasselijke bladgroottes |
| Parallellisme |
Tot 0,002 mm, afhankelijk van de afmetingen |
| Vlakheid |
Gecontroleerd op basis van bladdiameter, dikte en tekeningvereisten |
| Verdraagzaamheid |
Volgens goedgekeurde tekening en aspassing |
| Concentriciteit / Radiale slingering |
Volgens goedgekeurde tekening en inspectiedatum |
| Standaard oppervlakteruwheid |
Ra 0,2 μm |
| Gepolijste oppervlakteruwheid |
Tot Ra 0,1 μm voor toepasselijke bladgroottes |
| Randgeometrie |
Aangepast volgens de snijtoepassing |
| Productiebasis |
Tekening, monster of bestaande bladafmetingen |
| Bijpassende gereedschappen |
Afstandhouders, vulplaten, PU-ringen, rubberen ringen en afstrijkringen |
| MOQ |
2 stuks |
| Doorlooptijd |
Ongeveer 35 dagen |
| Standaard verpakking |
Houten kist |
| Herslijpservice |
Beschikbaar voor buitenlandse klanten |
| Certificering |
ISO9001 |
| Land van herkomst |
China |
Opmerking:De vermelde precisiewaarden gelden niet voor elke bladgrootte. De uiteindelijke toleranties en inspectiecriteria worden bevestigd op basis van de bladdiameter, dikte, materiaal en goedgekeurde tekening.
Toepassingen voor het snijden van roestvrij staal
HRC55 roterende snijbladen worden gebruikt voor het langssnijden van roestvrijstalen platen, rollen en strips.
De bladconfiguratie moet worden gekozen op basis van de specifieke roestvrij staalkwaliteit en bedrijfsomstandigheden.
Verschillende soorten roestvrij staal kunnen verschillende eigenschappen hebben:
- Treksterkte
- Werkverhardend gedrag
- Oppervlaktevereisten
- Randscherpe eisen
- Risico's op chippen en slijtage
De algemene omschrijving “roestvrij staal” is niet voldoende voor de uiteindelijke meskeuze. Klanten moeten informatie over de materiaalkwaliteit, het diktebereik en de sterkte verstrekken.
Hoe HRC55 roterende snijbladen werken
Roterende snijbladen worden normaal gesproken in paren geïnstalleerd op de bovenste en onderste assen.
Terwijl het roestvrij staal door de machine gaat, creëren de bovenste en onderste messen een continue knipbeweging door gecontroleerde horizontale speling en verticale overlap.
De uiteindelijke snijconditie wordt beïnvloed door:
- Materiaal en hardheid van het mes
- Baanbrekende staat
- Horizontale speling
- Verticale overlap
- Nauwkeurigheid van de as
- Parallellisme van het blad
- Configuratie afstandhouderdikte
- Stripperring-opstelling
- Materiaal dikte
- Treksterkte
- Snelheid van de productielijn
Er mag niet voor elke roestvaststaalsoort één vaste spelingsverhouding worden toegepast.
De horizontale speling moet worden gekozen op basis van de roestvrij staalsoort, materiaaldikte, treksterkte, vereiste randconditie en machineconditie.
Onvoldoende speling kan de snijbelasting, slijtage en het risico op afbrokkelen vergroten. Overmatige speling kan resulteren in een bredere breukzone, toegenomen bramen of randvervorming.
Hoe u het juiste HRC55-snijblad selecteert
Bevestig het roestvrijstalen materiaal
Geef a.u.b. op:
- Roestvrij staalkwaliteit
- SUS-serie
- Materiële staat
- Treksterkte
- Opbrengststerkte of hardheid
De materiaalkwaliteit en sterkte zijn van invloed op het bladmateriaal, de hardheid, de randgeometrie en de snijspeling.
Bevestig de materiaaldikte
Geef a.u.b. op:
- Normale bedrijfsdikte
- Minimale dikte
- Maximale dikte
- Of de dikte verandert tijdens de productie
De materiaaldikte heeft invloed op de bladbelasting, afmetingen, speling en overlapvereisten.
Bevestig de bladafmetingen
Aanbevolen informatie omvat:
- Buitendiameter
- Binnendiameter
- Dikte van het blad
- Spiebaan of montagestructuur
- Baanbrekende geometrie
- Bestaand bladmateriaal
- Bestaande bladhardheid
Een technische tekening heeft de voorkeur. Als er geen tekening beschikbaar is, kunnen klanten foto's, afmetingen of fysieke monsters van de bestaande messen verstrekken.
Bevestig de machine- en productieparameters
Geef a.u.b. op:
- Model snijmachine
- Afmetingen van het prieel
- Snijsnelheid
- Vereiste strookbreedte
- Aantal messen in elke gereedschapsset
- Gereedschapsvergrendelingsmethode
- Bestaande configuratie van afstandhouders en stripringen
De bladen moeten passen bij de houders en het complete gereedschapssysteem. Ze mogen niet worden vervaardigd met alleen informatie over de buitendiameter en de binnendiameter.
Beschrijf bestaande snijproblemen
Leg eventuele huidige problemen uit, waaronder:
- Overmatige bramen
- Baanbrekende chippen
- Regelmatig herslijpen
- Ongelijkmatige slijtage van het boven- en ondermes
- Instabiele stripbreedte
- Krassen op het oppervlak van roestvrij staal
- Materiaalhechting
- Onstabiel materiaalstrippen
SENDA kan beoordelen of de messen, speling, afstandhouders, houders en installatievoorwaarden samen moeten worden aangepast.
Productieproces
De productieroute voor HRC55 roterende snijbladen wordt bepaald op basis van bladmateriaal, afmetingen, structuur en precisie-eisen.
Een typisch proces omvat:
- Tekening en aanvraagbeoordeling
- Materiaalkeuze blad
- Inspectie van grondstoffen
- Blanco voorbereiding of smeden
- Warmtebehandeling en temperen
- CNC-ruwbewerking
- Interne en externe bewerking
- Precisie vlakslijpen
- Baanbrekende bewerking
- Fijn slijpen of polijsten
- Demagnetisatie en roestpreventie
- Eindinspectie
- Houten kistverpakking
Dunne messen, messen met een grote diameter en speciale randgeometrieën kunnen verschillende controles vereisen tijdens de warmtebehandeling en het slijpen.
Inspectie en kwaliteitscontrole
SENDA is opgericht in 1998 en heeft ruim 100 medewerkers. De productie en inspectie worden beheerd volgens een ISO 9001-kwaliteitsmanagementsysteem.
Afhankelijk van de bestelling en goedgekeurde tekening kunnen inspectie-items het volgende omvatten:
- Materiaal mes
- Hardheid
- Buitendiameter
- Binnendiameter
- Dikte van het blad
- Vlakheid
- Parallellisme
- Concentriciteit of radiale slingering
- Oppervlakteruwheid
- Baanbrekende staat
- Oppervlakte krassen
- Afbrokkelen en bramen
- Productmarkering
- Bescherming tegen roest
- Staat van verpakking
De eindinspectie-eisen zijn gebaseerd op de goedgekeurde tekening, bestelling en technische overeenkomst.
Herslijpservice in het buitenland
SENDA biedt terug-naar-fabriek herslijpdiensten voor buitenlandse klanten.
Vóór het herslijpen worden de gebruikte messen beoordeeld op:
- Snijkantslijtage
- Snijdiepte
- Overige bladafmetingen
- Materiaal en hardheidstoestand
- Vorige herslijpgeschiedenis
- Vlakheid en parallellisme
- Scheuren of abnormale schade
Wanneer de messen geschikt blijven om te herslijpen, kan SENDA randherstel, precisieslijpen, dimensionele herinspectie, roestpreventie en herverpakking uitvoeren.
Niet elk gebruikt mes kan opnieuw worden geslepen. Messen met diepe chippen, onvoldoende resterende afmetingen of structurele schade moeten mogelijk worden vervangen.
Verpakking, MOQ en levering
Minimale bestelhoeveelheid
De minimale bestelhoeveelheid is:
2 stuks
Dit ondersteunt aangepaste specificaties, monsterbevestiging en vervangingsvereisten voor kleine batches.
Doorlooptijd
De standaard levertijd is:
Ongeveer 35 dagen
De uiteindelijke levertijd is afhankelijk van het bladmateriaal, de afmetingen, de hoeveelheid, het warmtebehandelingstraject en de nauwkeurigheidseisen.
Standaard verpakking
De standaardverpakking is een houten kist.
De voorbereiding van de verpakking omvat normaal gesproken:
- Reiniging van het mes
- Bescherming tegen roest
- Geavanceerde bescherming
- Individuele of gelaagde bevestiging
- Interne houten kistversterking
- Externe markeringsinspectie
De verpakkingsmethode wordt aangepast aan de afmetingen van het mes, het gewicht en de bestelhoeveelheid.
Veelgestelde vragen
Is HRC55 geschikt voor elke RVS snijtoepassing?
Nee.
HRC55 is één vereiste voor de hardheid van het blad. Het moet ook worden beoordeeld samen met het bladmateriaal, de roestvrij staalsoort, de materiaaldikte, de treksterkte, de snijsnelheid en het risico op afbrokkeling.
Hoe moet ik kiezen tussen D2 en SKD11?
Zowel D2 als SKD11 kunnen worden gebruikt voor metalen snijbladen.
De uiteindelijke keuze hangt af van de sterkte, dikte, snijbelasting, verwachte slijtage, risico op versnippering en herslijpvereisten van het roestvrij staal.
SENDA bevestigt de materiaal- en warmtebehandelingsconfiguratie na beoordeling van de bedrijfsomstandigheden.
Kan SENDA messen volgens tekening vervaardigen?
Ja.
SENDA kan roterende snijbladen vervaardigen volgens klanttekeningen, bestaande bladafmetingen of fysieke monsters.
In de tekeningen dienen bij voorkeur de buitendiameter, binnendiameter, dikte, toleranties, randgeometrie en materiaalvereisten te worden vermeld.
Welke precisie kan SENDA bieden?
Voor toepasselijke bladgroottes:
- De diktetolerantie kan ±0,001 mm bereiken
- De parallelliteit kan 0,002 mm bereiken
- De standaard oppervlakteruwheid kan Ra 0,2 μm bereiken
- De ruwheid van het gepolijste oppervlak kan Ra 0,1 μm bereiken
De uiteindelijke nauwkeurigheid wordt bevestigd op basis van de bladafmetingen en tekeningvereisten.
Kan SENDA afstandhouders en stripringen leveren?
Ja.
SENDA kan stalen afstandhouders, vulplaten, PU-ringen, rubberen ringen, scheidingsringen en stalen stripringen leveren voor complete snijgereedschapconfiguraties.
Biedt SENDA herslijpen voor buitenlandse klanten?
Ja.
Vóór het herslijpen moeten de messen worden beoordeeld op slijtage, afbrokkeling, resterende afmetingen, materiaaltoestand en eerdere herslijpgeschiedenis.
Welke gegevens zijn nodig voor een offerte?
Geef a.u.b. op:
- Roestvrij staalkwaliteit
- Materiaaldiktebereik
- Treksterkte of hardheid
- Snijsnelheid
- Vereiste strookbreedte
- Buitendiameter, binnendiameter en dikte van het blad
- Model snijmachine
- Tekening of monster
- Bestaand bladmateriaal
- Huidige snijproblemen
- Benodigde hoeveelheid
- Overeenkomende gereedschapsvereisten
Aanvraaginformatie
Voor een aanvraagbeoordeling en offerte kunt u het volgende opgeven:
- Roestvrij staalkwaliteit
- Minimale en maximale materiaaldikte
- Treksterkte of hardheid
- Snijsnelheid
- Vereiste strookbreedte
- Bladbuitendiameter x binnendiameter x dikte
- Snijmachinemodel en asafmetingen
- Bestaand bladmateriaal en hardheid
- Huidige braam-, chipping- of slijtageproblemen
- Benodigde afstandhouders, vulplaatjes, PU-ringen of afstrijkringen
- Tekening, foto's of voorbeeldinformatie
- Benodigde hoeveelheid

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!